Листогибочные гидравлические прессы с контроллером E21






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Листогибочные гидравлические прессы с контроллером E21
Листогибочные гидравлические прессы с контроллером E21 -торсионной синхронизацией серии (Numerical Control ) - это оборудование для гибки листового металла, управляемое цифровой программой. Его основное назначение - точная гибка и формовка плоских металлических материалов (таких как стальные листы, алюминиевые листы, нержавеющая сталь и т.д.) под заданным углом и формой. Оно широко применяется в машиностроении, автомобилестроении, строительстве, производстве бытовой техники и других отраслях, являясь ключевым оборудованием для пластической деформации листового металла в металлообработке.
Преимущества листогибочных прессов с ЧПУ
1.Точное управление системой ЧПУ: Малая погрешность угла гибки и высокая точность размеров, что снижает процент брака.
2.Простота эксплуатации: Не требует высококвалифицированных специалистов, что снижает затраты на рабочую силу.
3.Автоматизированная обработка сложных деталей: Повышает производительность на 30-50% по сравнению с традиционными механическими гибочными станками.
4.Возможность хранения тысяч программ обработки: Подходит для мелкосерийного производства разнообразной продукции.

Система E21
Монохромная ЖК-панель.
Интегральный коэффициент свободно программируется
Автоматический контроль позиционирования
Смещение припуска шпинделя
Внутреннее реле времени
Счетчик акций
Отображение положения заднего упора, разрешение 0,05 мм.
Дополнительная система ЧПУ


ES-10 E300P


MAPER HT072 TP10S

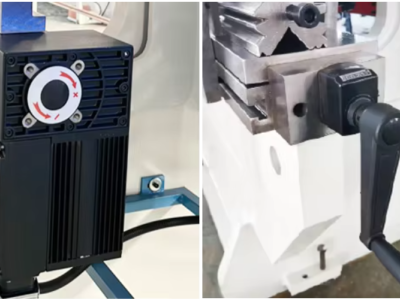
Дополнительная компесация прогиба (моторизированная ) и Ручная система компенсации прогиба
Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами.
Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена электромеханическая система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
Ручная система компенсации прогиба для листогиба
Столы ручной компенсации ADH обеспечивают механическую компенсацию прогибов, которые могут возникать в процессе гибки.

Пуансоны и матрицы
Листовой металл Листогибочный пресс Пуансоны и матрицы — одна из важнейших тем, которую мы обсуждаем перед размещением заказа. Любая гибка будет выполнена с помощью подходящего набора пуансонов и матриц. Мы можем предоставить необходимую оснастку в соответствии с различными требованиями клиентов к гибке.

Быстросменный инструмент
Станок оснащен быстросменной системой фиксации инструмента тип - PROMECAM. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов.
Характеристики
|
Модель |
Максимальное усилие гибки, (кН) |
Длина гиба (мм) |
Ширина рабочего стола (мм) |
Расстояние между боковыми колоннами (мм) |
Глубина зева (мм) |
Мощность, кВт Главный двигатель |
Размеры L * W * H (мм) |
|
40*1600 |
400 |
1600 |
900 |
1165 |
350 |
5.5 |
2250*1650*2400 |
|
63*2500 |
630 |
2500 |
900 |
1960 |
380 |
5.5 |
3150*1700*2500 |
|
80*2500 |
800 |
2500 |
900 |
1960 |
380 |
7.5 |
3150*1700*2500 |
|
80*3200 |
800 |
3200 |
900 |
2760 |
380 |
7.5 |
3850*1700*2500 |
|
100*3200 |
1000 |
3200 |
950 |
2750 |
390 |
7.5 |
3900*1800*2650 |
|
125*3200 |
1250 |
3200 |
950 |
2750 |
390 |
11 |
3900*1800*2680 |
|
160*3200 |
1600 |
3200 |
1000 |
2740 |
400 |
15 |
4000*1900*2720 |
|
200*3200 |
2000 |
3200 |
1000 |
2730 |
400 |
18.5 |
4000*1900*2720 |
|
300*3200 |
3000 |
3200 |
1330 |
2720 |
500 |
22 |
4000*2200*3500 |
|
100*4000 |
1000 |
4000 |
950 |
3350 |
390 |
7.5 |
4800*1800*2650 |
|
125*4000 |
1250 |
4000 |
950 |
3350 |
390 |
11 |
4800*1800*2680 |
|
160*4000 |
1600 |
4000 |
1000 |
3340 |
400 |
15 |
4800*1900*2720 |
|
200*4000 |
2000 |
4000 |
1000 |
3330 |
400 |
18.5 |
4800*1900*2800 |
|
250*4000 |
2500 |
4000 |
1000 |
3330 |
450 |
18.5 |
4800*1900*2850 |
|
300*4000 |
3000 |
4000 |
1330 |
4920 |
500 |
22 |
4800*1950*2900 |
|
200*6000 |
2000 |
6000 |
1000 |
4940 |
400 |
18.5 |
6800*1900*2800 |
|
250*6000 |
2500 |
6000 |
1050 |
4930 |
450 |
18.5 |
6800*1900*2850 |
|
300*6000 |
3000 |
6000 |
1330 |
4920 |
500 |
22 |
6800*1950*2900 |
|
400*6000 |
4000 |
6000 |
1350 |
4920 |
500 |
37 |
6800*2000*2950 |
|
500*6000 |
5000 |
6000 |
1350 |
4910 |
500 |
45 |
6800*2050*3000 |
Стандартная комплектация
ГЛАВНЫЙ ДВИГАТЕЛЬ SIEMENS (ГЕРМАНИЯ) Серия SIEMENS BEIDE

это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML).
КОНСТРУКЦИОННЫЕ СТАЛИ
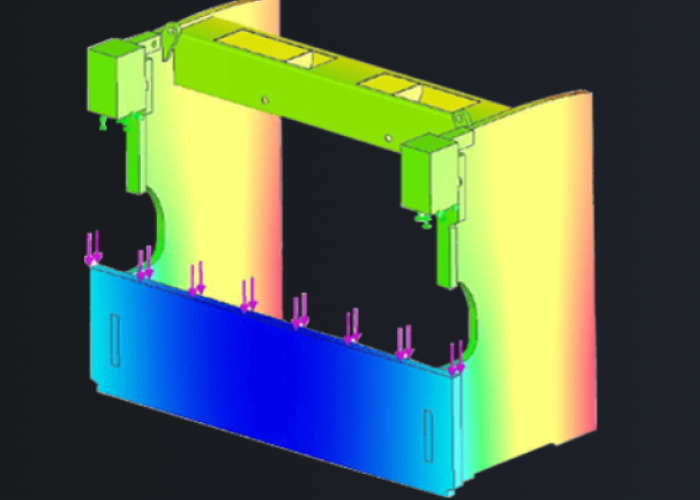
Материалы и мастерство: стандарты сварки, снятие напряжений и демпфирование вибраций в премиальных рамах Рама гибочного пресса высшего класса — это гораздо больше, чем набор стальных пластин; она представляет собой сложный производственный процесс, определяющий качественное отличие на рынке.Обычно используются высокопрочные низколегированные конструкционные стали, такие как Q235 и Q345 (эквивалент ASTM A572 Grade 50). Однако марка стали сама по себе не является решающим фактором — качество плавки и внутренняя однородность толстых пластин столь же критичны
ПРОПОРЦИОНАЛЬНЫЙ КЛАПАН
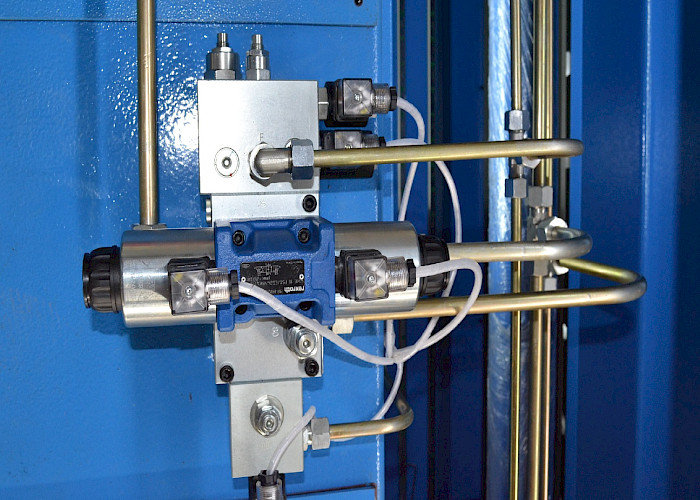
Пропорциональный клапан Для обеспечения высокой стабильности и точности станка в процессе высокоскоростной работы используется немецкая система высокочастотного синхронного управления с электрогидравлическим сервоприводом полного замкнутого контура производства Rexroth.
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США)
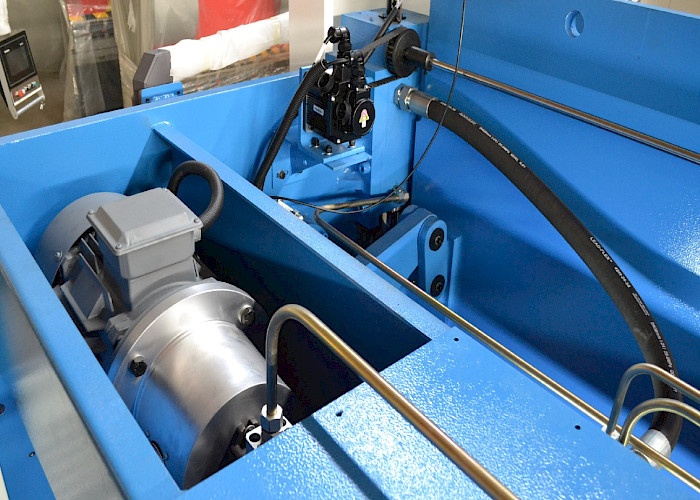
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США) Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности.
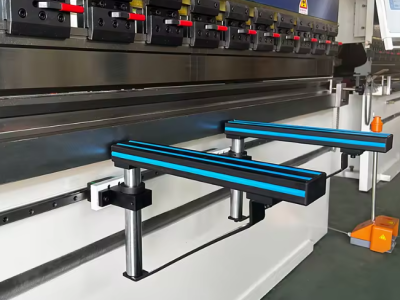
ВЫСОКОТОЧНЫЕ ЗАДНИЕ УПОРЫ

Высокоточные задние упоры, работающие от серводвигателей и синхронизированные главным контроллером с ЧПУ, позволяют сократить время настройки и воспроизведения сохраненных программ гибки за счет высокой скорости и точности работы. Точность перемещения упоров 0,01 мм.
ОПТИЧЕСКИЕ ЛИНЕЙКИ HEIDENHAIN (ГЕРМАНИЯ) PREMIUM
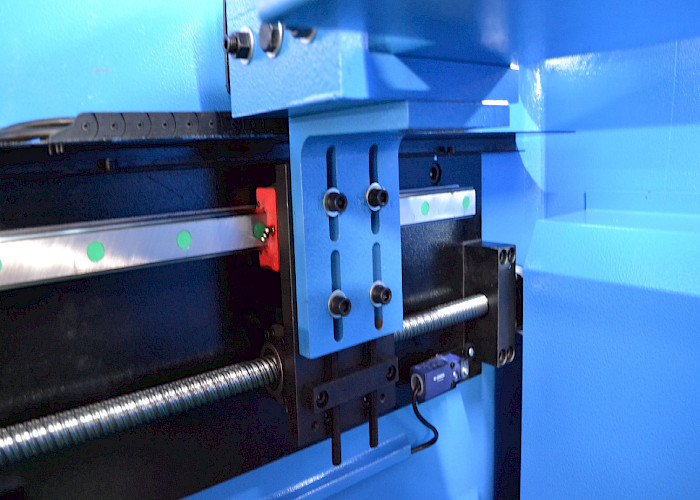
Прецизионные оптические линейки HEIDENHAIN (Германия), измерения положения верхней балки и синхронизации ее работы. Точность позиционирования до ± 0,005 мм. (ОСИ Y1 + Y2).
Leave a Comment